深圳锌合金压铸厂分析锌合金压铸是用高压(600–1200 bar)把380–450℃熔融锌合金高速注入钢模,冷却脱模后得到高精度、薄壁、复杂形状金属件的大批量、高效率制造工艺。
现在小编就给大家讲一讲锌合金压铸核心工艺流程是什么?
熔炼保温:合金熔化并恒温在430–450℃。
模具预热:150–200℃,防激冷开裂、改善表面。
高速压射:压射速度30–100 m/s,充型时间 <0.3 s。
保压凝固:高压保持0.5–3 s,补缩防缩孔。
冷却脱模:模具水冷,10–60 s循环,顶出铸件。
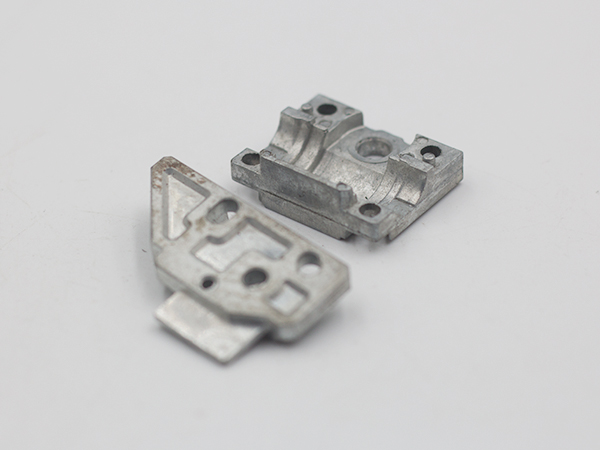
后处理:去毛刺、机加工、电镀 / 喷涂 / 发黑等。















